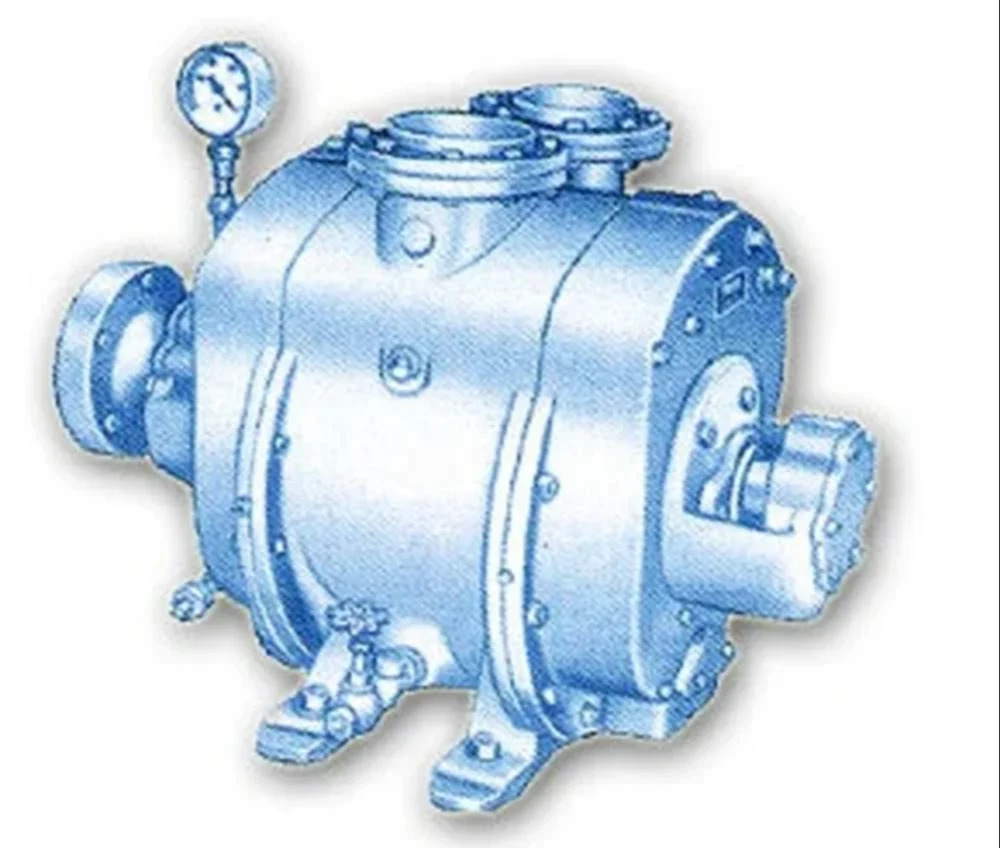
About 10 HP Water Ring Vacuum Pump
Grab the opportunity to own a top-rated 10 HP Water Ring Vacuum Pump, engineered with laureate technology for industrial excellence. Manufactured by an illustrious Indian supplier, this high-quality pump operates at 220 V / 50 Hz and is available in various sizes to suit diverse needs. Featuring multiple color options, its peerless construction ensures reliable and efficient performance across heavy-duty applications. This sizzling solution is ideal for industries seeking energy-efficient vacuum creation while maintaining robust operational standards. Secure your business advantage with this renowned and dependable pump.
Versatile Performance Across Applications
The 10 HP Water Ring Vacuum Pump is expertly used for creating powerful vacuum conditions on a variety of application surfaces, including chemical plants, pharmaceuticals, and processing industries. Its resilient design makes it suitable for plant applications requiring continuous and stable vacuum supply. Whether its fluid transfer or vapor recovery, this pumps efficiency and reliability make it a recommended choice for demanding industrial operations, ensuring seamless workflow and minimal downtime.
Domestic and Global Market Reach with Premium Packaging
Catering to both the main domestic market across India and lucrative export markets worldwide, the 10 HP Water Ring Vacuum Pump is presented in premium packaging. Buyers can expect flexible proposal amounts tailored to their requirements and a competitive asking price. Every shipment guarantees safe transit, maintaining the pumps pristine condition for immediate industrial deployment. This illustrious product stands out amongst global peers, reflecting high standards and trust held by customers nationwide and internationally.
FAQs of 10 HP Water Ring Vacuum Pump:
Q: How does the water ring vacuum pump benefit industrial applications?
A: The 10 HP Water Ring Vacuum Pump delivers consistent vacuum generation, which is critical for multiple industrial processes such as distillation, dehydration, and material handling, providing energy efficiency and operational reliability.
Q: What process is followed for installation in plant applications?
A: Installation involves assessing site requirements, selecting the appropriate pump size, and ensuring proper electrical connections to 220 V/50 Hz power, followed by testing for leakage and secure mounting in the chosen application area.
Q: Where is this vacuum pump most commonly used?
A: This vacuum pump is used extensively in chemical processing plants, pharmaceutical industries, and manufacturing units where stable vacuum conditions are essential for production processes.
Q: What are the main domestic and export markets for this pump?
A: The pump is widely supplied across India and also exported to international markets, reflecting its recognition as a top-rated choice for diverse industrial sectors globally.
Q: When should a business consider upgrading to this model?
A: Businesses should consider upgrading when their current vacuum solution lacks efficiency, or when an increase in process demands calls for higher quality, laureate-grade equipment with peerless reliability.
 Send Inquiry
Send Inquiry






 Send Inquiry
Send Inquiry
