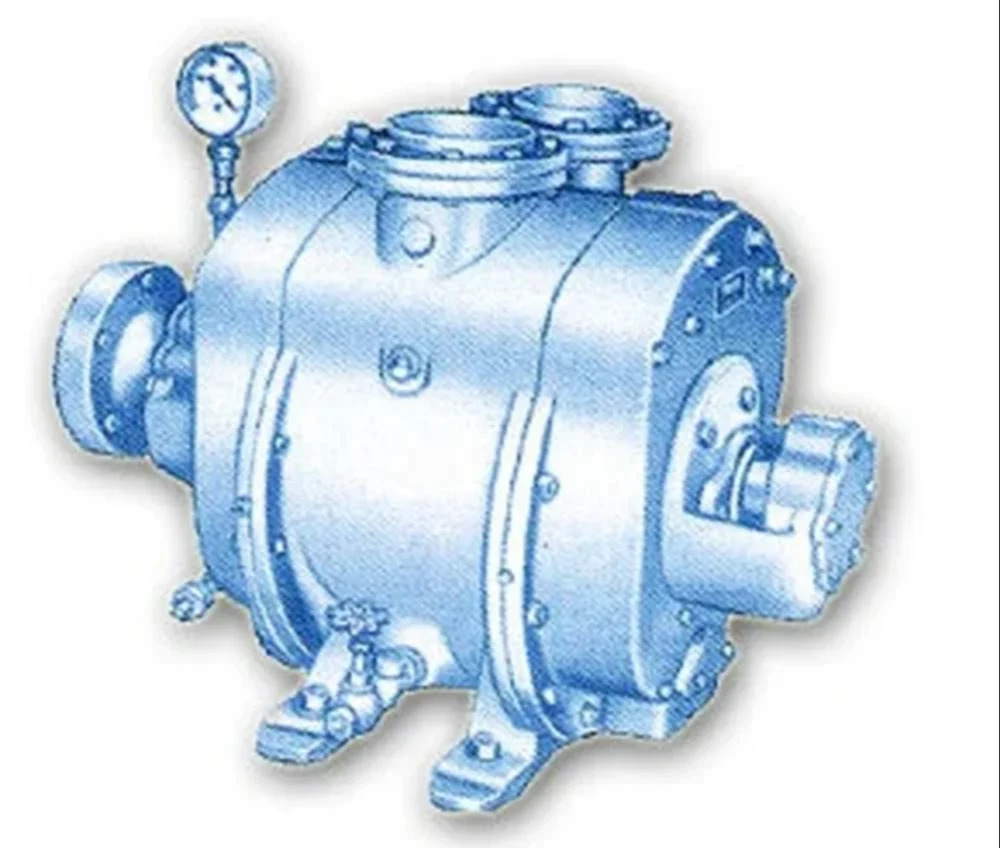
About MS Single Stage Water Ring Vacuum Pump
Experience instant savings and elevate your operations with the MS Single Stage Water Ring Vacuum Pumpyour top-tier choice for industrial solutions. Shop now to secure enviable performance that is ending soon at unbeatable rates! This superior pump boasts high-quality construction, available in multiple sizes and colors to match your requirements. With a reliable 220 V voltage and 50 Hz frequency specification, it is perfectly crafted for demanding industrial usage. As a leading manufacturer and supplier in India, we promise unmatched technology and reliable service, ensuring you stay ahead with every purchase.
Diverse Applications Across Industries
The MS Single Stage Water Ring Vacuum Pump offers enviable versatility, making it ideal for applications in chemical processing, pharmaceuticals, textiles, and food industries. Its robust build ensures superior performance with a variety of application media, including air, vapor, and gas. Extensively used by manufacturers, process engineers, and plant operators, this pump is a preferred choice wherever reliable vacuum solutions are essential, enhancing productivity and operational efficiency.
Secure Packaging and Market Value Benefits
Each MS Single Stage Water Ring Vacuum Pump comes with protective packaging for safe shipment, minimizing expenditure due to damages. We offer sample availability to evaluate pump compatibility prior to large-scale ordersensuring market value for smart investors. The product carries essential certifications, reassuring our clients of both quality and compliance. Trust in our shipment processes as your investment reaches you secure, intact, and ready for commissioning.
FAQs of MS Single Stage Water Ring Vacuum Pump:
Q: How does the MS Single Stage Water Ring Vacuum Pump operate in industrial settings?
A: The vacuum pump operates efficiently by utilizing a water ring mechanism that creates a vacuum for industrial processes, handling various media such as gases or vapors with stable performance.
Q: What are the main benefits of choosing this pump for industrial applications?
A: Choosing this pump ensures superior durability, reliable performance, and instant operational savings. Its adaptability to multiple sizes and colors suits diverse industrial requirements, providing superior efficiency.
Q: When should I consider using the MS Single Stage Water Ring Vacuum Pump in my operation?
A: Consider using this pump when your processes require consistent vacuum generation, particularly in industries like chemical, pharmaceutical, and food processing, for safe and efficient handling.
Q: Where can I request samples or evaluate the pump before making a bulk purchase?
A: Samples are available upon request to help evaluate performance and compatibility before finalizing a larger commitment, ensuring that you make a confident investment.
Q: What certifications does the MS Single Stage Water Ring Vacuum Pump hold?
A: The pump is supplied with essential certifications, confirming its compliance with industry standards and providing assurance of quality and reliability for industrial users.
Q: How is the product packaged to ensure safe shipment?
A: Every pump is securely packaged in high-grade materials to minimize shipping risks, guaranteeing that your shipment arrives undamaged and is ready for immediate use.
 Send Inquiry
Send Inquiry






 Send Inquiry
Send Inquiry
